

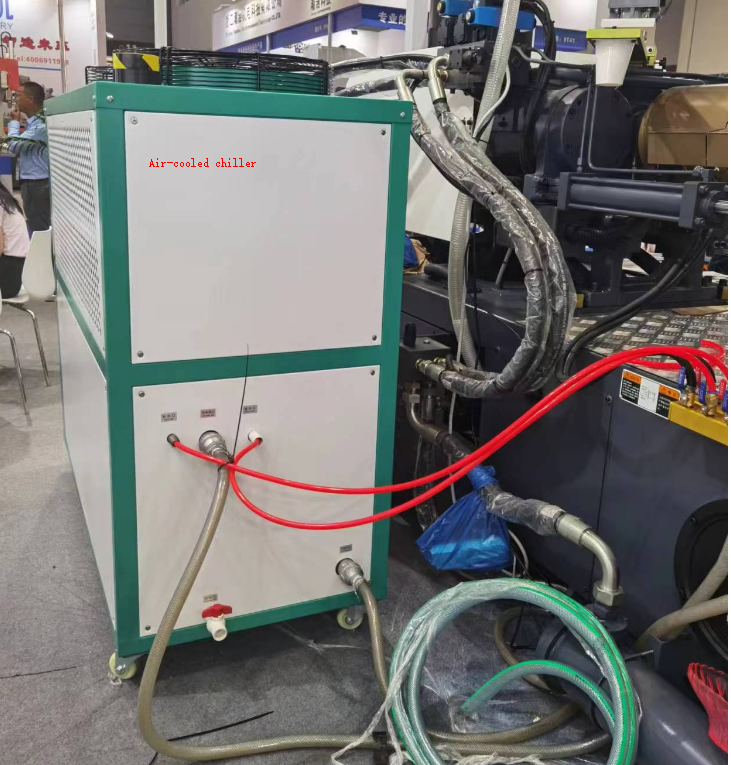
사출성형기의 형체력은 640T-800T이고, 성형능력은 64kg/H-80kg/H이다. 공냉식 칠러라면 냉각용량 10HP를 선택하시면 되며, 모델은 XYFL-10 입니다. 수냉식 냉각기인 경우 냉각 용량은 10HP를 선택하세요. 모델은 XYSL-10입니다. 수냉식 냉각기는 파이프라인 워터 펌프 및 워터 타워에 연결되어야 합니다. 공냉식 냉각기는 독립적으로 사용할 수 있으며 설치가 쉽습니다.
XYFL-10의 핵심 매개변수,10HP 공냉식 냉각기:
냉동 용량: 30KW, 압축기 전력: 10HP/7.5KW, 전압 주파수: 3PH-380V-50HZ(다른 국가에 따라 전압 주파수를 맞춤 설정하려면 고객 서비스에 문의할 수 있음), 압축기 브랜드: Panasonic, 물 탱크 용량: 145L, 증발기 구조 : 코일 유형, 콘덴서 구조: 핀 유형, 워터 펌프 출력: 750W, 냉매 모델: R22(환경 친화적인 냉매를 맞춤화하려면 고객 서비스에 문의할 수 있음), 입구 및 출구 직경: DN40, 무게 380KG.

다음은 선택 방법입니다.수냉식 냉각기표준 사출 성형기의 경우:
사출성형기의 냉각수 온도를 5~10°C로 제어할 경우 1HP 냉각능력 냉각기는 80T에 적합합니다.
사출성형기의 냉각수 온도를 10~15°C로 제어할 경우 1HP 냉각능력 칠러는 100T에 매칭됩니다.
사출성형기의 냉각수 온도를 15~20°C로 제어할 경우 1HP 냉각능력 냉각기는 120T에 적합합니다.
표준 사출 성형기 옵션공냉식 냉각기방법:
사출성형기의 냉각수 온도를 5~10°C로 제어할 경우 1HP 냉각능력 냉각기는 64T에 적합합니다.
사출성형기의 냉각수 온도를 10~15°C로 제어할 경우 1HP 냉각능력 냉각기는 80T에 적합합니다.
사출성형기의 냉각수 온도는 15~20°C로 제어되며, 1HP 냉각능력 냉각기는 96T와 일치한다.

XYSL-10,10HP 수냉식 냉각기 코어 매개변수:
냉동 용량: 30KW, 압축기 전력: 10HP/7.5KW, 전압 주파수: 3PH-380V-50HZ(다른 국가에 따라 전압 주파수를 맞춤 설정하려면 고객 서비스에 문의할 수 있음), 압축기 브랜드: Panasonic, 물 탱크 용량: 140L, 증발기 구조 : 코일 유형, 콘덴서 구조: 쉘 앤 튜브 유형, 워터 펌프 출력: 750W, 냉매 모델: R22(환경 친화적인 냉매를 맞춤화하려면 고객 서비스에 문의할 수 있음), 입구 및 출구 직경: DN40, 무게 450KG.
표준 사출 성형기 특징: 유압 펌프 모터가 사용되며 성형 속도는 평균이며 성형 시간은 약 10초이지만 최대 체결력은 수천 톤에 달할 수 있습니다.
고속 사출 성형기의 특징: 오일 펌프와 서보 모터의 오일-전기 하이브리드 동력을 채택하고 성형 속도가 빠릅니다. 예를 들어 성형시간은 약 6초, 체결력은 현재 850톤 이내이다.

고속 사출 성형기 매칭 방법:
수냉식은 표준 사출성형기의 0.62배, 공냉식은 표준사출성형기의 0.55배입니다.
고속사출성형기 및 수냉식 냉각기의 선택 방법:
칠러 출력 표준 50T 형체력 사출 성형기(5-10℃)의 1HP 냉동 용량
냉각기 출력 표준 62T 형체력 사출 성형기(10-15℃)의 1HP 냉동 용량
냉각기 출력 표준 75T 형체력 사출 성형기(15-20℃)의 1HP 냉동 용량
고속사출성형기의 선정방법 및공냉식 냉각기:
1HP 냉동능력 칠러 파워 기본 장착 45T 형체력 사출성형기 (5~10°C)
냉각기 출력 표준 55T 형체력 사출 성형기(10-15℃)의 1HP 냉동 용량
1HP 냉동능력 칠러 출력 기준 66T 형체력 사출성형기 (15-20℃)
예를 들어 한 쌍의 금형에서 PP 제품을 생산하고 생산 능력은 시간당 50KG입니다. 필요한 냉각 용량은 얼마입니까? 고속사출성형기는 어떤 크기에 적합해야 합니까?
Q=50×0.48×200×1.35=6480(kcal/h)
냉각 용량은 시간당 6480kcal/h이며 옵션인 냉각기의 냉각 용량은 6480kcal/h 이상, 6480¼860=7.5KW=3.2HP이므로 냉각 용량이 3-5HP인 냉각기를 선택하세요.
요약: 응용 프로그램10HP 냉각기사출성형기 가공을 통해 제품의 표면 조도를 향상시키고 제품 표면 자국과 내부 응력을 줄이며 제품의 수축 및 변형을 방지하고 제품 성형을 촉진하여 생산 효율성을 크게 향상시킬 수 있습니다. 연속 생산 공정에서는 제품의 경화 시간을 단축하고 공작물의 치수 정확도, 성형 품질 및 표면 품질을 향상시키기 위해 제품을 냉각해야 합니다. 또한, 기계의 손상을 줄이고 기계의 수명을 연장할 수도 있습니다.